Project Name
Material Decontamination 2019
Project Codenumber
UnAssigned
Notes
Recent work (as a result of trying to improve the web pages for our raw clays) has transformed my thinking on what our approach should be to upgrade clay quality: Remove contaminants rather than grind them in. This is because the contaminant, mainly iron-contaminated silica sand, does not just cause speck and glaze defects, but also degrades workability and fired density. Trying to “grind in” these contaminants is insufficient to produce the quality of a commercial ball clay.
The biggest reason for processing our materials to 200 mesh is that Mother-Nature has blended quartz, feldspar, kaolin, ball clay and bentonite to produce our sedimentary clay deposits. So theoretically we don’t need to import any of these materials. In practice there is one complication: Iron content. Our whitest-burning clays are not nearly as white as imported materials. However, this is less of a problem than we might think. Here is why: We are producing much more porcelain than is needed by our market.
People spend more to buy our porcelains because:
1. They feel smoother and are more plastic
2. They fire stronger, more vitreous and denser
3. Glaze defects are much less (e.g. pinholes, blisters)
4. They do not have water-splitting problems
5. Transparent glazes fire clear and without micro-bubbles in the glass
6. Many glazes fire brighter in color
7. The fired body color is whiter
Problems 1-5 can be overcome by removing the sand and iron-particulate from our materials (thus we could move these customers away from porcelains toward using our native-material, more highly processed bodies).
In a purified state the following would be our main materials (useful in our products, to our competitors in the ceramics market, and for a host of other applications on the general market).
Ravenscrag Quarry (top down)
A2: A highly-plastic ball clay having significant Fe2O3. It would darken the color of existing porcelains if we used it instead of what we import from Tennessee. However it would replace Tennessee ball clays for many non-ceramic industrial applications.
A3: A vitreous, plastic high-temperature stoneware by itself
B: A vitreous, plastic medium-temperate stoneware by itself
3C: A high-carbon super-white burning refractory ball clay
3D: A silty very vitreous stoneware clay (higher feldspar content and less contaminants).
Grassrange, Montana M2: A vitreous, medium-plastic, medium-temperature red-burning stoneware by itself.
Elkwater, Alberta BGP: A vitreous, plastic earthenware by itself.
Thus, since our materials are natural blends of kaolin, ball clay, silica and feldspar, they do not substitute for those individual materials. The exception is A2 and possibly RE (a 35:65 blend of kaolin and sand).
THE PREFERRED PROCESSING METHOD
Our clays contain a lot of 80-200# sand and iron-particulate. When that is removed their character, as plastic clays, transforms. Removal of the particulate offers other benefits referenced above: The removal of fired speckle, reduced issues with cooling-cracking during firing, drastically fewer glaze defects, the ability to fire to vitrification without bloating, better working properties without danger of water splitting, production of stronger fired ware.
A wet, slurry process is the best way to remove the particulate (slurries go through screens far better than powders). We have not considered this in the past, assuming that grinding was the best approach. But the results of my recent work indicate otherwise (sand content is too high, it is too hard to grind when mixed with clay, there is too much iron particulate, the sand cuts plasticity too much). Slurry screening equipment is common (easily capable of 200 mesh). Add blunging and spray-drying equipment and a continuous process is possible. An important benefit to a wet process is that, during dewatering, soluble salts are eliminated (thus removing the need for barium carbonate, a serious issue in our current production).
The sand being removed from the clay could have markets also, its fineness and round particle shape would qualify it for many uses (including possibly high-value ones). Classifying it to various sizes would also enhance value.
In short-term thinking, the higher profit margins on porcelains and inability for our materials to substitute for ingredients in the porcelain recipes, it would be better to continue production as we always have. But higher import costs are making that less tenable, especially since our porcelain sales are likely to grow. But if we process materials more in our native-material bodies, the ones we want people to use instead of porcelains, we can increase their prices. Making these kinds of bodies is our strength, focussing on that makes the most sense (porcelains distract us from that). More important, in having better quality materials, we can pursue non-ceramic and industrial ceramic markets. Or even better, foster the growth of industrial ceramics in Alberta.
Industrial ceramics (e.g. sanitaryware, ceramic tile, table ware) cannot exist without industrial suppliers, companies to source clay bodies, glazes, equipment and other supplies. We have natural gas and clay here, so this area could be a natural choice for ceramic manufacturing (which has become highly automated and technological, labour costs are much less of a factor than in the past). But manufacturing is only possible here if Plainsman Clays could become an industrial materials supplier, with products of the quality needed and relationships with equipment and automation manufacturers in Europe and China. As shipping costs continue to increase, ceramic manufacturing opportunities continue to grow here. Perhaps we will again realize, as did early 20th century Hatters: This is a perfect place for ceramic manufacturing!
A3 +200# particles sieved out
|
Code # L4247 |
Batch # -2 |
Notes
Has about double the oversize of A2.
However most of the 42-200 particles appear to be about the same size?
The plasticity of this is very nice, a perfect throwing body.
Pictures
Screenings from A3, A2

A3 is behind, A2 in front
80mesh (left), 80-200(right)
A3 80-200mesh particles
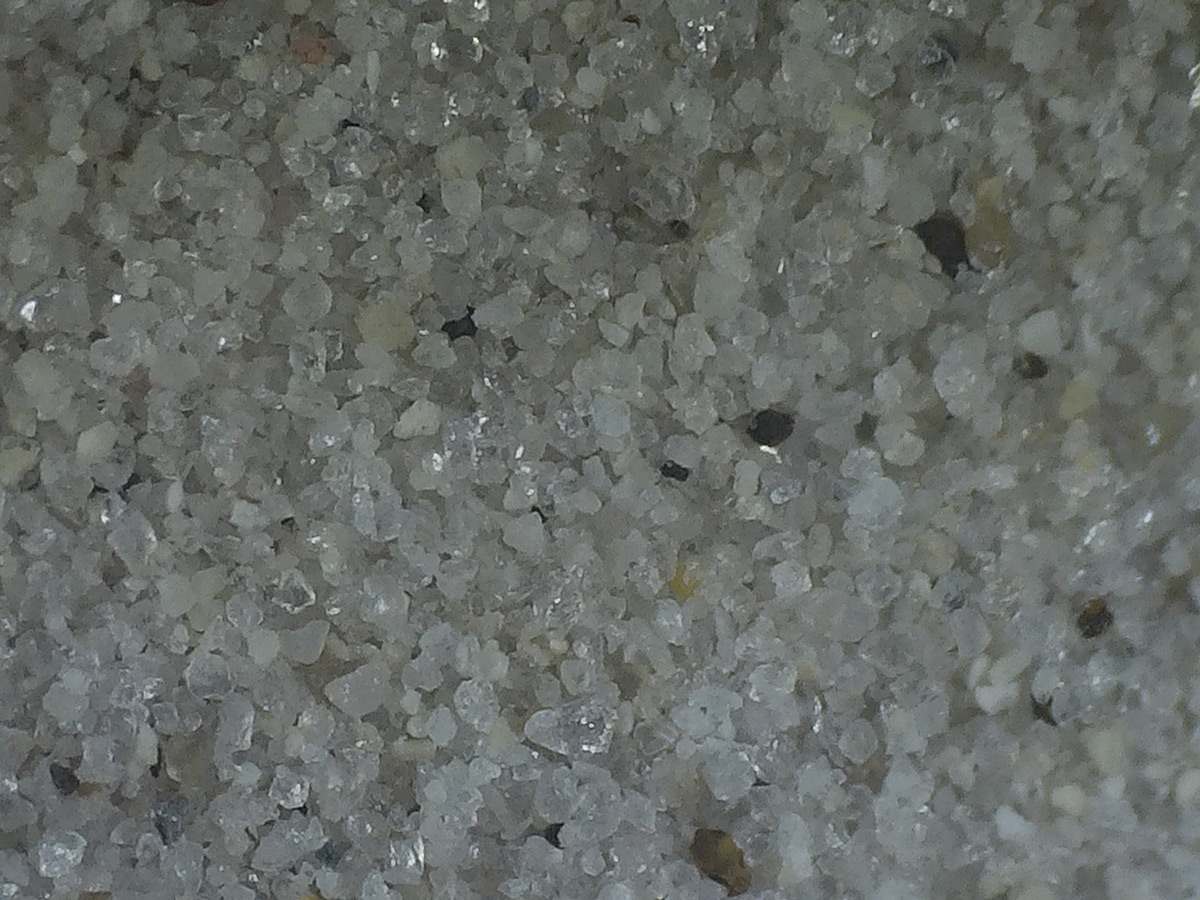
These appear to be more homogenous and cleaner than for the other clays. And mostly the same size. And the particles are round. This could be a valuable by-product of a purification process.
A3 42-80 mesh particles

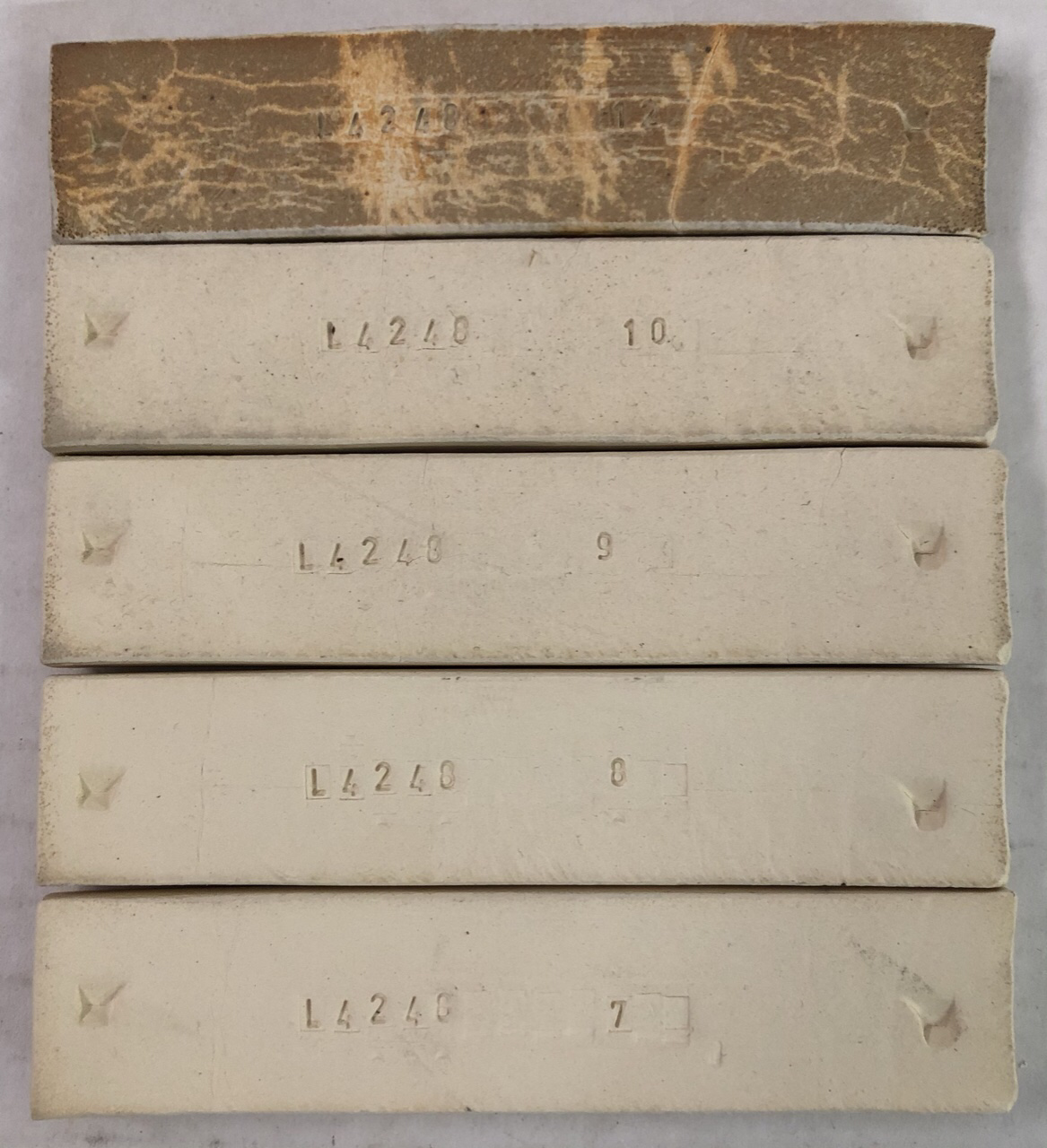
A3 difference with +200 mesh particles removed
Top bar: Cone 10 42 mesh standard material
Bottom bar: All +200 mesh particles removed by wet screening.
L4247 (A3 200#) cup with G1947U at cone 10R

L4247 vs P6766 A3 fired bars

A3 screened to 200# cone 10ox

Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 12 | 93.77 | 87.83 | 41.41 | 41.84 | 10.8R | 6.2% | 6.3% | 1.0% |
| 10 | 93.65 | 87.95 | 42.91 | 43.67 | 10.0 | 6.3% | 6.1% | 1.8% |
| 9 | 93.51 | 88.19 | 42.16 | 43.08 | 9.0 | 6.5% | 5.7% | 2.2% |
| 8 | 93.26 | 88.01 | 42.55 | 43.64 | 8.0 | 6.7% | 5.6% | 2.6% |
| 7 | 93.33 | 88.57 | 39.33 | 40.92 | 7.0 | 6.7% | 5.1% | 4.0% |
XML (to paste into Insight)
Born: 2019-12-02, Modified: 2021-09-08 11:16:08
3B +200# particles sieved out
|
Code # L4208D |
Batch # -2 |
Notes
Exceptionally slick and smooth on the potters wheel, very porcelain-like. Has the same drying shrinkage as A3.
Pictures
+80 material

+200 material

3D 42-200# screenings

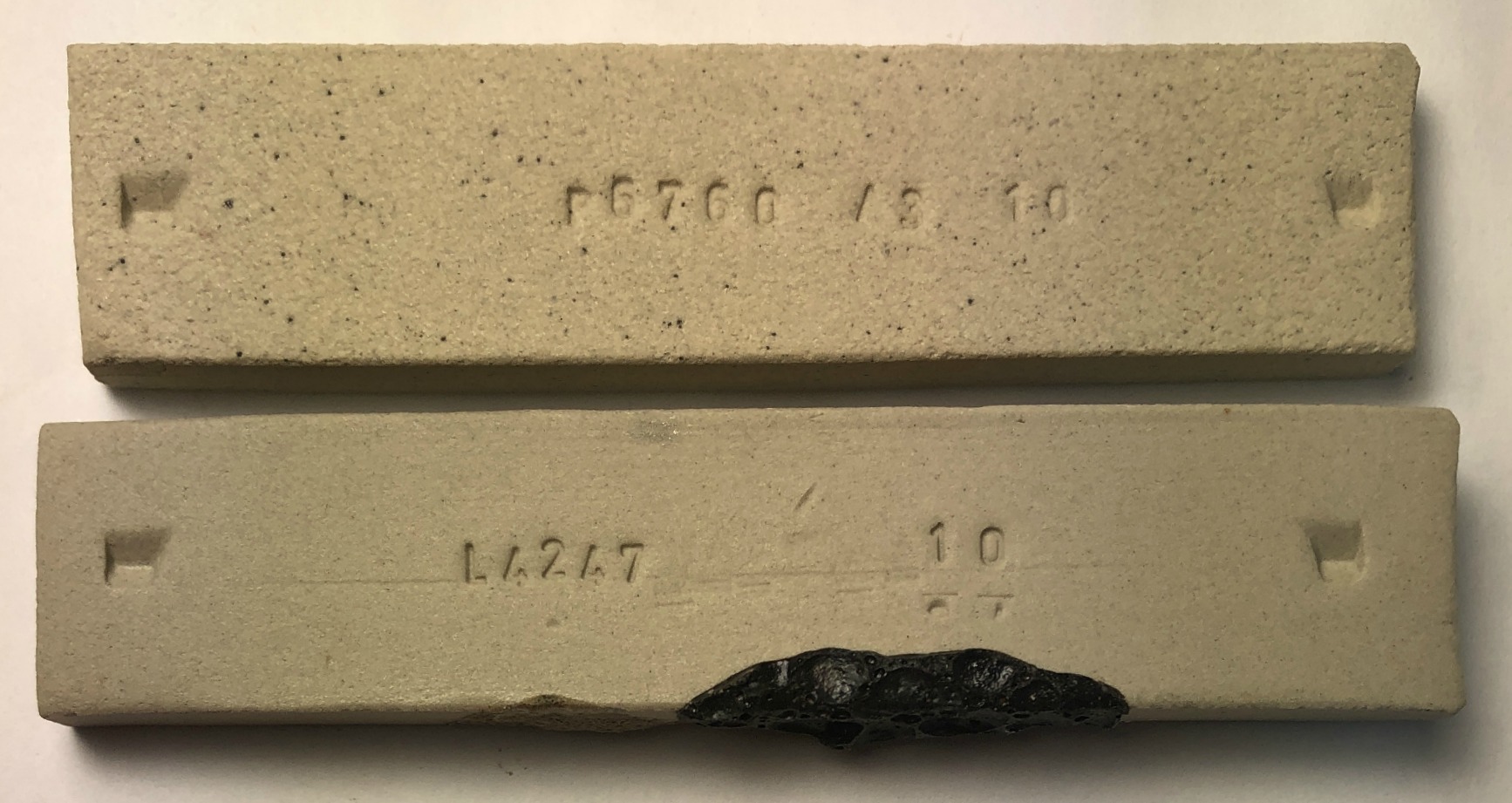
3B incredible change when +200# particles removed
Top bar: Cone 10 42 mesh standard material
Bottom bar: All +200 mesh particles removed by wet screening.
Solubles salts are also much less.
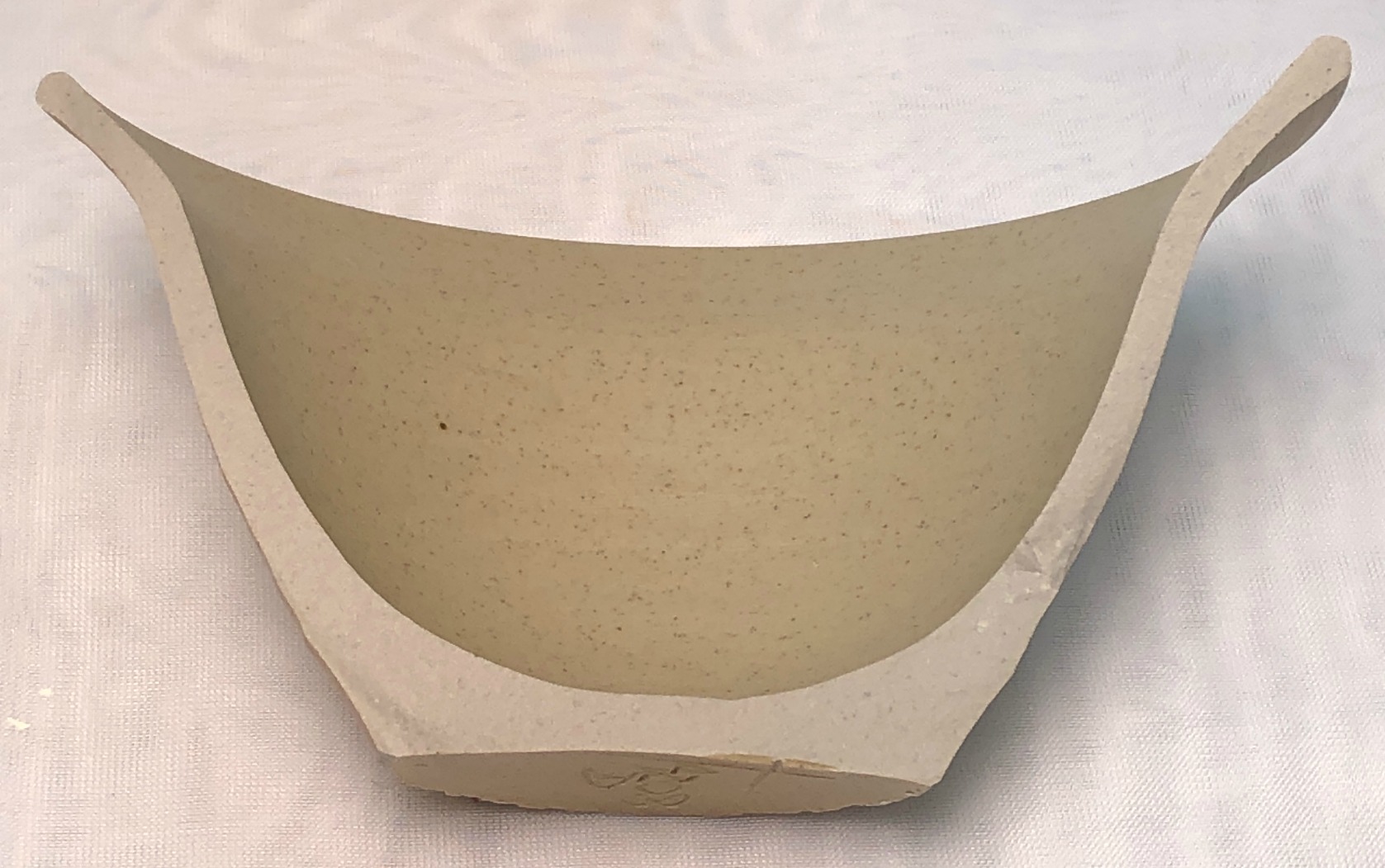
L4208D (3B 200#) bowl shard cone 10R
L4208D fired bars
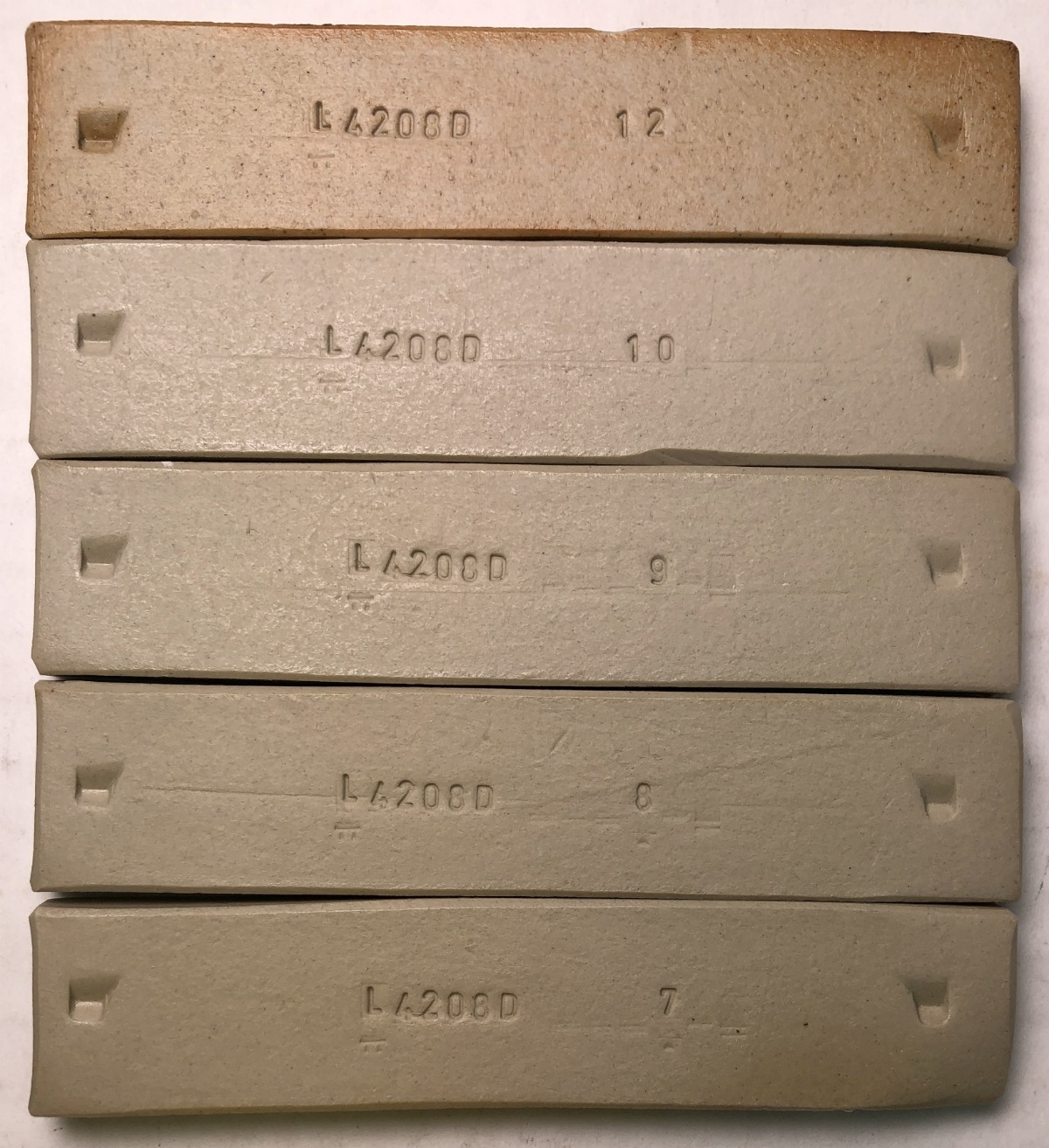
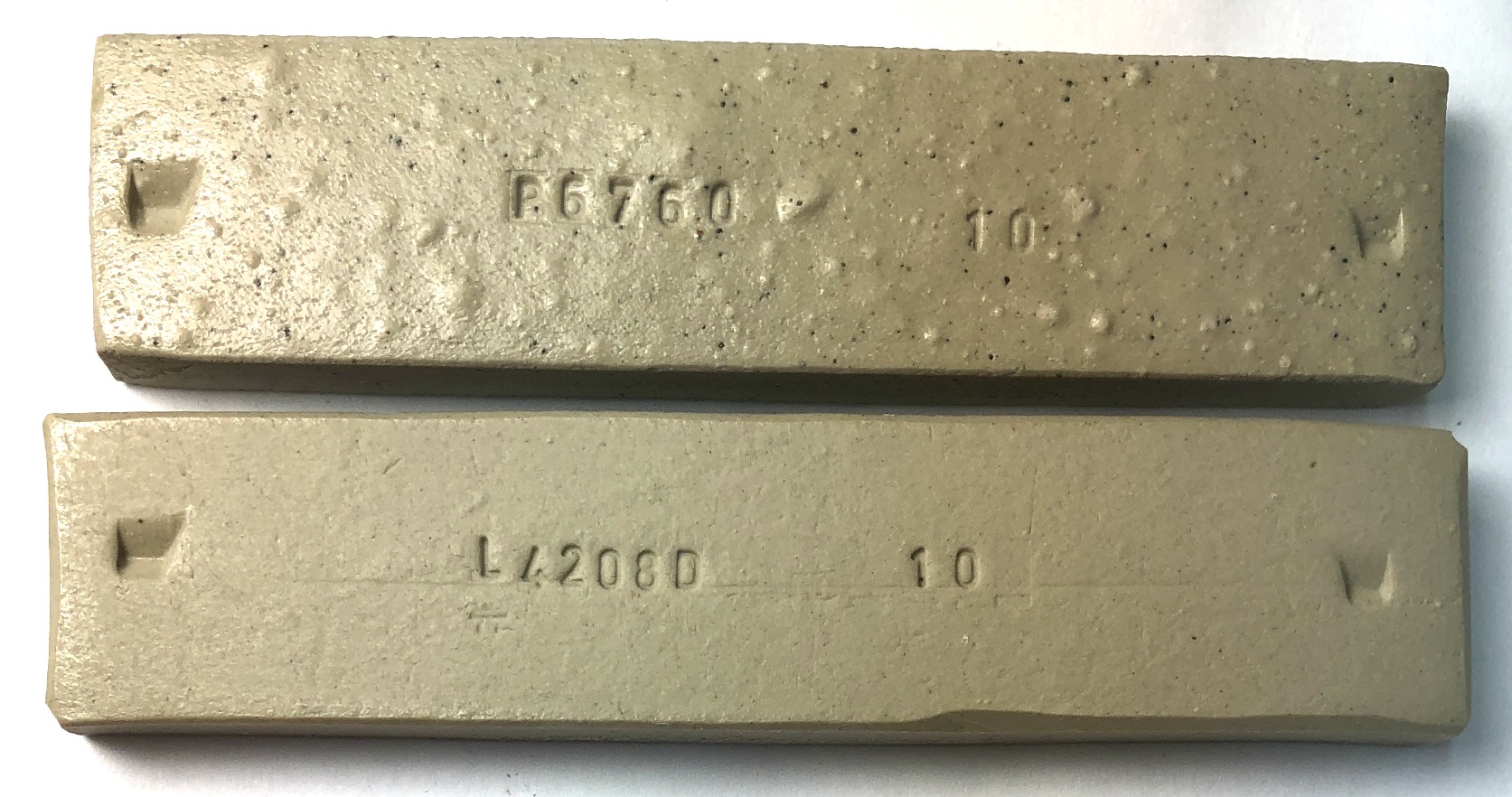
L4208D vs P6760 3B bars

L4208D fired to cone 11R

Cone 6 ox

Very dense and strong
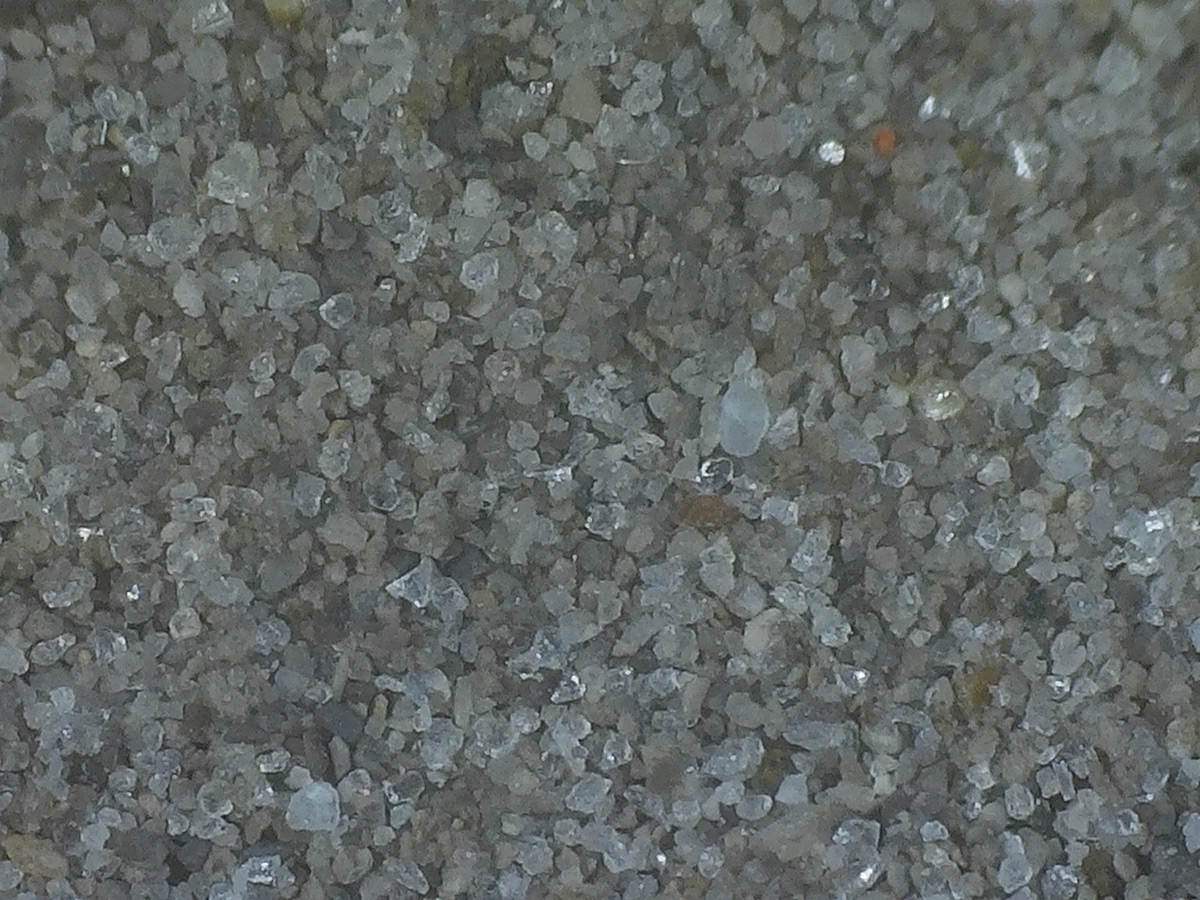
3B 42#, L4208D (top 2), L4283 (bottom 3)

200 mesh (Top 2 bars) not nearly as clean as 325# (bottom 3)
Wet processing has removed the solubles.
Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 12 | 93.44 | 87.39 | 38.69 | 38.69 | 10.8R | 6.6% | 6.5% | 0.0% |
| 10 | 93.26 | 87.31 | 40.77 | 40.78 | 10.0 | 6.7% | 6.4% | 0.0% |
| 9 | 93.35 | 87.11 | 40.46 | 40.46 | 9.0 | 6.7% | 6.7% | 0.0% |
| 8 | 93.54 | 87.11 | 39.15 | 39.15 | 8.0 | 6.5% | 6.9% | 0.0% |
| 7 | 93.54 | 86.99 | 39.22 | 39.21 | 7.0 | 6.5% | 7.0% | 0.0% |
XML (to paste into Insight)
Born: 2019-08-21, Modified: 2020-06-09 08:40:41
3D +200# particles sieved out
|
Code # L4249 |
Batch # -2 |
Notes
Bars marked L4250
Sieves easier than A2, B or A3.
The water turns brown quickly, so the sulphates in this are more readily soluble.
Plasticity almost good for throwing. Dried slowly on the batt. Plenty of slip on throwing.
There was sediment in the pail, so there must be 200-325 sand still in the clay.
Pictures
42-80, 80-200 overside in about 1kg of 3D

3D +80 particles

3D 80-200mesh particles

3D 200 mesh cup fired at cone 6

Not vitreous
L4247, L4208D, L4250 at cone 8
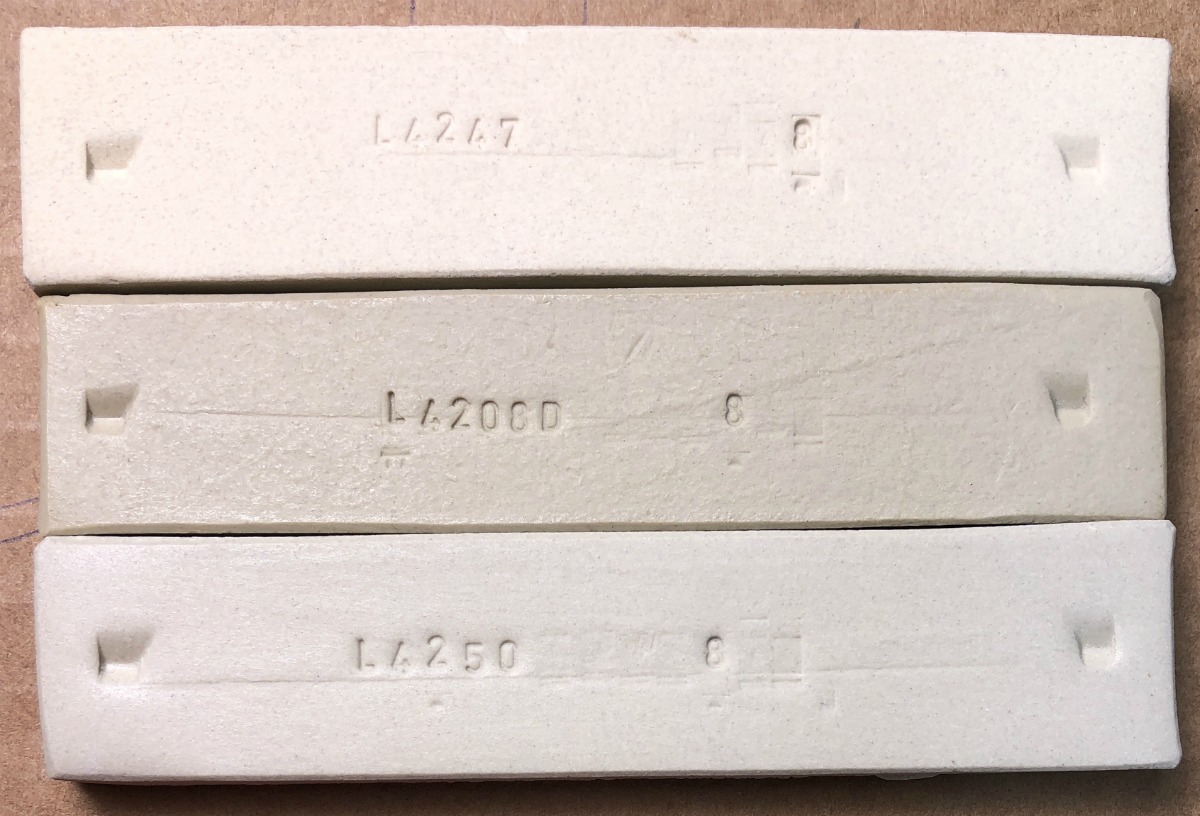
Top to bottom:
A3 200 mesh
3B 200 mesh
3D 200 mesh
L4249 (3D 200) with Raven Talc matte cone 10R

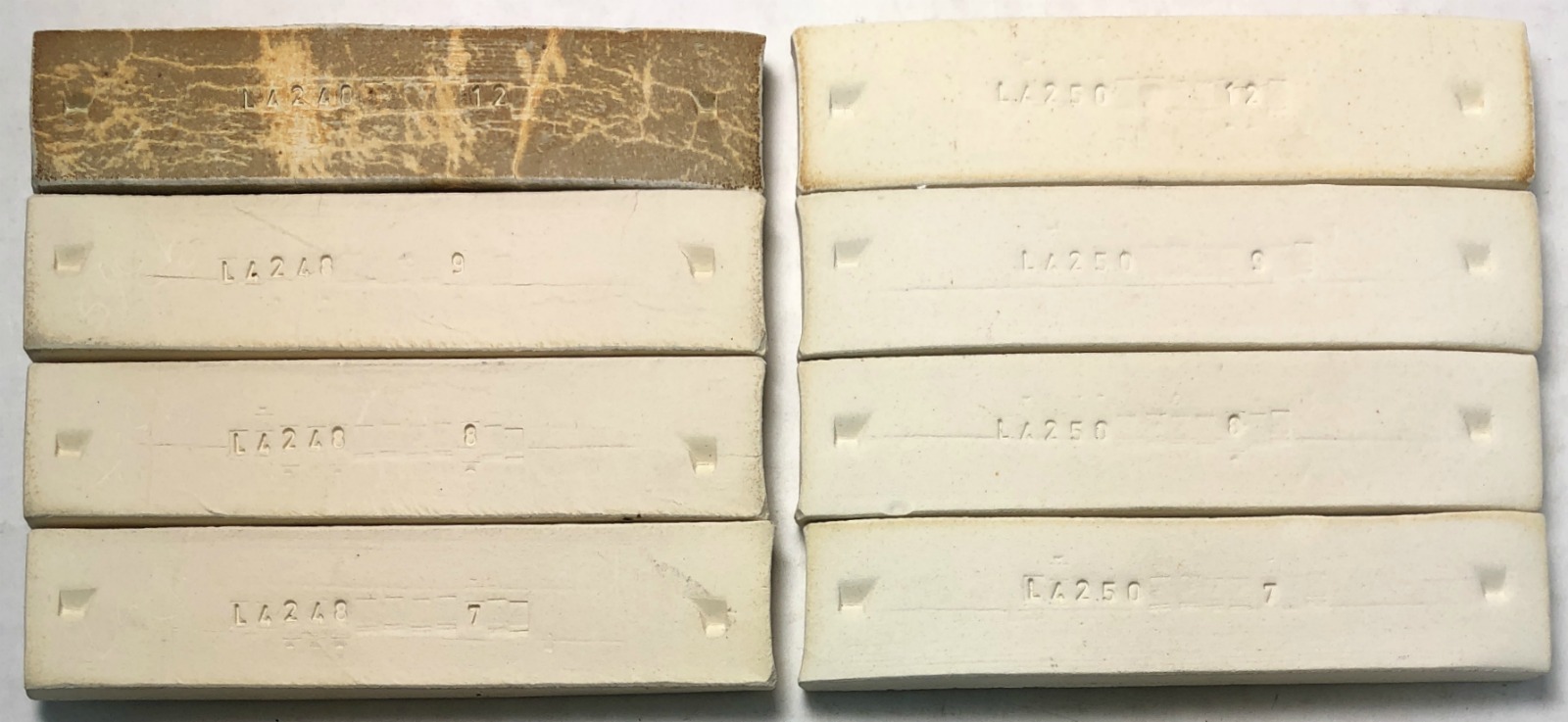
P6793 vs L4249 3D fired bars

Bars are marked L4250 by mistake.
Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 9 | 94.61 | 88.02 | 41.58 | 41.59 | 9.0 | 5.4% | 7.0% | 0.0% |
| 8 | 94.61 | 88.07 | 43.27 | 43.35 | 8.0 | 5.4% | 6.9% | 0.2% |
| 7 | 94.62 | 88.37 | 43.95 | 44.45 | 7.0 | 5.4% | 6.6% | 1.1% |
| 10 | 94.53 | 88.81 | 41.46 | 42.73 | 6.0 | 5.5% | 6.1% | 3.1% |
| 12 | 94.33 | 89.12 | 39.62 | 41.35 | 5.0 | 5.7% | 5.5% | 4.4% |
XML (to paste into Insight)
Born: 2019-12-06, Modified: 2020-07-13 15:37:39
A2 +200# particles sieved out
|
Code # L4246 |
Batch # -2 |
Notes
Exceptionally plastic and slick. Feels like a classic ball clay.
Yet test bars dried straight and crack-free. This has a much higher drying shrinkage than M23 ball clay, a testament to its high plasticity.
Pictures
Screenings from A2

Left: Plus 80 mesh
Right: 80-200 mesh
Back: -200 mesh wet remaining
A2 42-80 mesh particles

A2 80-200 mesh particles
L4250, L4248, L4246 fired bars cone 8

Top: 3C 200 mesh
Middle: Old Hickory M23
Bottom: A2 200 mesh
L4246 (A2 200) cup with G1947U at cone 10R

A2 cup after several days - glaze compression

L4248 A2 vs M23 fired bars
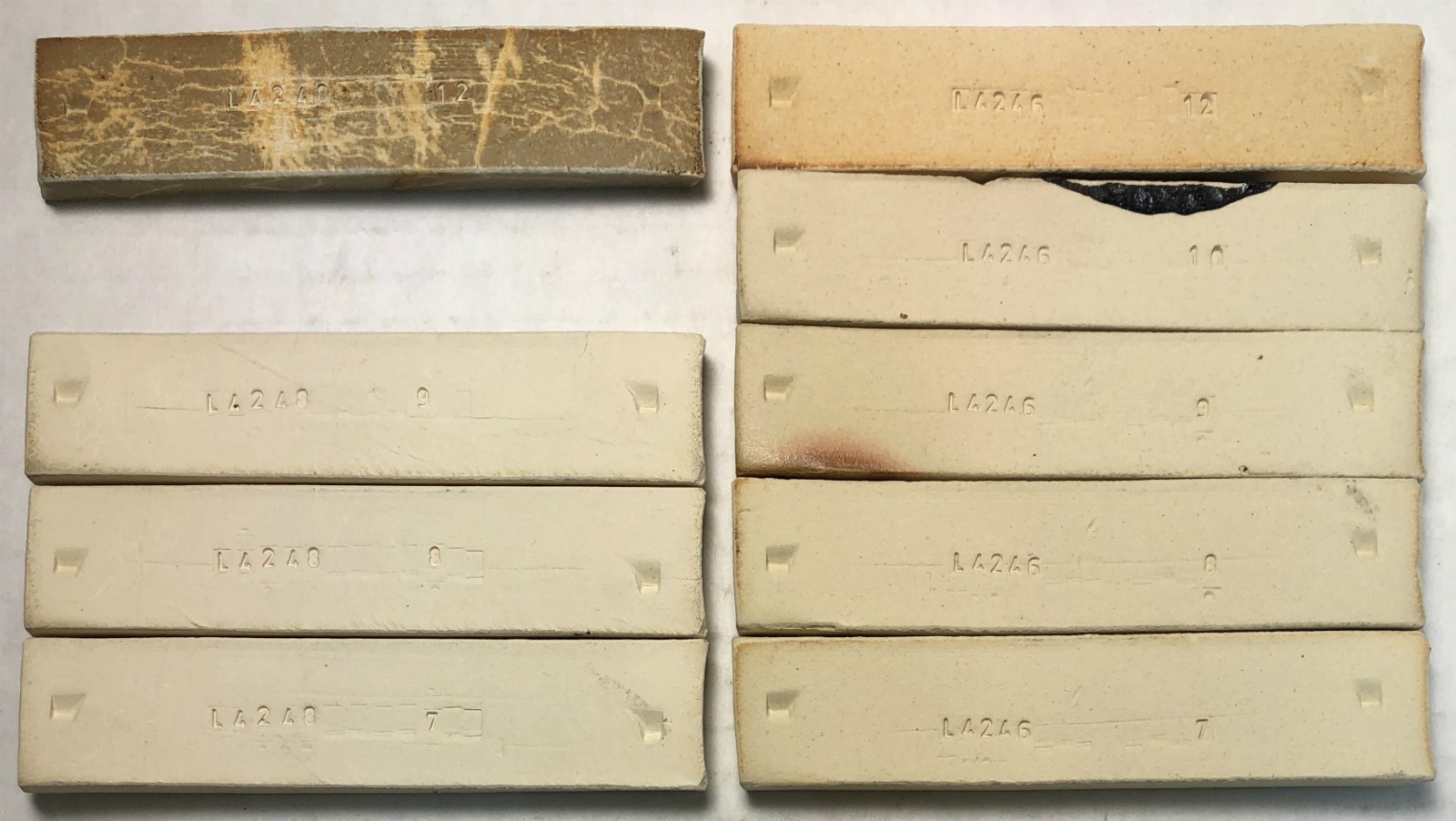
L4246 A2 +200# particles sieved out fired bars

Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 12 | 91.74 | 87.58 | 34.15 | 35.68 | 10.8R | 8.3% | 4.5% | 4.5% |
| 10 | 91.63 | 86.32 | 35.43 | 36.7 | 10.0 | 8.4% | 5.8% | 3.6% |
| 9 | 91.12 | 86.1 | 34.68 | 36.08 | 9.0 | 8.9% | 5.5% | 4.0% |
| 8 | 90.90 | 85.67 | 35.87 | 37.29 | 8.0 | 9.1% | 5.8% | 4.0% |
| 7 | 91.05 | 86.12 | 35.89 | 37.58 | 7.0 | 9.0% | 5.4% | 4.7% |
LDW - LOI/Density/Water Content
| WWGT | DWGT | H2O | LOI | DENS | |
| 1 | 9.47 | 3.95 | 58.3% |
XML (to paste into Insight)
Born: 2019-12-02, Modified: 2020-12-08 15:46:54
Old Hickory M23 Ball Clay
|
Code # L4248 |
Batch # -2 |
Notes
I am making this along side our A2 for comparison purpose. This is an industry-standard material.
Pictures
L4250, L4248, L4246 fired bars cone 8
Top: 3C 200 mesh
Middle: Old Hickory M23
Bottom: A2 200 mesh
L4250 3C vs M23 fired bars
L4248 A2 vs M23 fired bars
L4248 Old Hickory M23 Ball Clay fired bars
Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 12 | 93.71 | 84.83 | 33.13 | 33.41 | 10.8R | 6.3% | 9.5% | 0.8% |
| 10 | 93.66 | 84.96 | 33.43 | 34.21 | 10.0 | 6.3% | 9.3% | 2.3% |
| 9 | 93.65 | 85.03 | 33.6 | 34.67 | 9.0 | 6.3% | 9.2% | 3.2% |
| 8 | 93.64 | 85.74 | 33.24 | 34.26 | 8.0 | 6.4% | 8.4% | 3.1% |
| 7 | 93.57 | 84.97 | 33.35 | 34.98 | 7.0 | 6.4% | 9.2% | 4.9% |
XML (to paste into Insight)
Born: 2019-12-04, Modified: 2020-12-08 15:44:46
